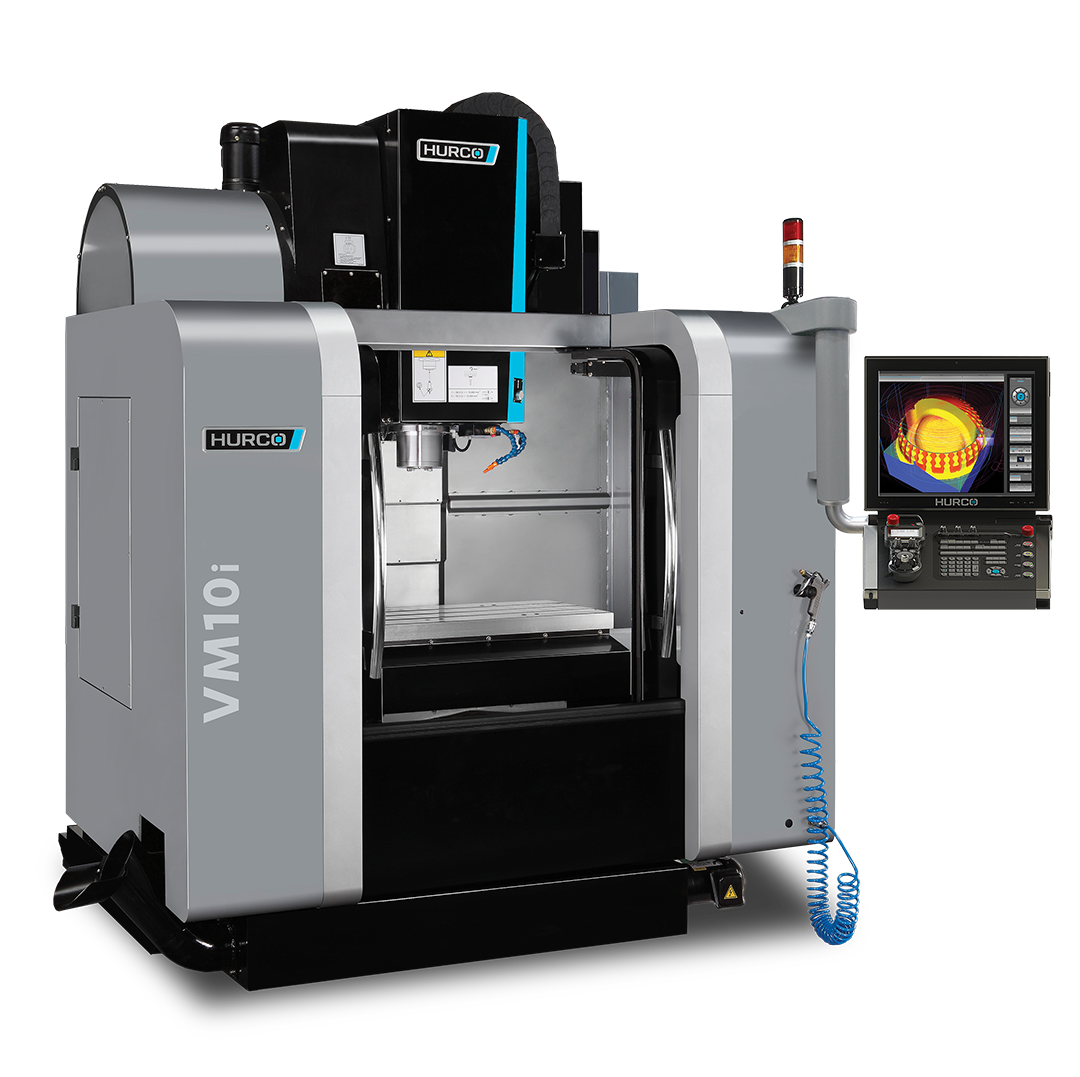
Hurco TMX10MYSi
CNC Lathe – Multi-Axis Mill Turn

CNC Lathes for Performance Turning, TMXi Series
The Hurco TMX10MYSi is part of our signature line of turning centers. It is a true slant-bed lathe with all-digital drives and motors with absolute encoders on all linear axes. With increased travels, more horsepower and torque, increased rigidity, faster rapids, faster acceleration/deceleration rates, and a programmable tailstock, the TMX turning centers are built for rigorous cycles. The TMX10MYSi slant-bed lathe comes equipped with a radial live tooling turret and Y-axis. It has many of the design specifications required for high performance turning while providing superior surface finish capability. The rigid one-piece machine base casting is designed to yield excellent static and dynamic performance in addition to outstanding dampening properties that inhibit thermal deformation and twisting, providing a more rigid turning center than competitive models in its class. The generous turning diameter and turning length allows for a wide range of part sizes and applications.
Main Specs:
- Travel (X,Z,W,Y): 8.76″ x 26.4″ x 29.1″ x 2.2″
- Max. Turning Diameter: 14.76″
- Max. Turning Length: 24.7″
- Max. Bar Capacity: 3.0″
- Spindle: 3,500 RPM, 258 ft/lbs @759
- Y-Axis, Live Tool, Sub-Spindle
The most significant advantage of the multi-axis TMXMY/TMXMYS mill turn machines is the simplified programming and operation via the control. By simply checking a box, the control activates linear Y-axis motion. The sub-spindle functions are similarly straightforward. Learn more about mill turn control features. Beyond the control technology, the TMXMY and TMXMYS mill turn machines have multiple design features that prove valuable for mill turn applications.
- Design + Construction: It starts with a certified Meehanite® casting, which provides superb dampening characteristics that inhibit thermal deformation and twisting. This robust machine tool features oversized guide rails that are strategically spaced to provide excellent support to the cross slide. A wide saddle increases rigidity even further. Ultimately, all of these design features mean the TMXMY/MYS mill turn lathes can withstand heavier loads and more momentum.
- Servo Turret: Fast Duplomatic servo turret with 12- driven tool stations is designed to provide faster and more accurate tool indexes. You can use any combination of ID and OD tool holders.
- Heat Isolation System: Because heat is the enemy of machine tools, we’ve designed our TMXMY/MYS mill turn lathes to promote thermal stability by isolating heat producing components and adding a spindle chiller.
- Machining Capacity: The generous turning diameter and turning length allows a wide range of part sizes and applications.
Hurco’s Control Gets You from Print to Part Faster
 At the heart of the TMXMY/MYS mill turn machines is the flexibility of the integrated Hurco control powered by WinMax®. The power of our control technology is even more impressive when you see how easy it is to program multi-axis mill turn applications and sub-spindle operations. Learn more about specific mill turn control features.
At the heart of the TMXMY/MYS mill turn machines is the flexibility of the integrated Hurco control powered by WinMax®. The power of our control technology is even more impressive when you see how easy it is to program multi-axis mill turn applications and sub-spindle operations. Learn more about specific mill turn control features.
As with all Hurco machine tools, our integrated control can be programmed on the shop floor with Hurco’s patented conversational programming or industry standard NC. Our control lets you choose the best method of programming for your shop and for each individual job. Additionally, the easy-to-use touch screen provides helpful setup and verification graphics that show cuts on the screen before they are executed—virtually eliminating wasted materials and potential machine crashes.
Simplified Y-axis milling: To simplify programming for multiple axes, you simply check a box to indicate you want to use the Y-axis for axial and radial machining operations such as holes and contours.
Crash protection: In order to avoid crashing into other machine components while using a Position Block to position the axes, the operator is required to define which order each axis moves.
Easy Tool Setup: You can mount multiple tools in the same turret station. Simply define the station where the tool is located. This gives you a quick and easy way to reassign tools to different stations.
Sub-spindle simplified: We’ve broken down the sub-spindle operations into two stages:
Stage 1 – Program the sub-spindle positioning and clamping of the part.
Stage 2 – Program the release of the part from the main spindle and re-position the sub spindle.
The control’s graphical verification feature simulates the main and sub spindle. In addition to the mill turn and sub-spindle control features described above, the Hurco mill turn machines have all of the popular productivity features found in our TMX lathes.
DXF Transfer: Eliminates the need to hand code complex profiles by importing the 2D toolpath geometry directly into the control.
3D Verification Graphics: Half and quarter views with semi-transparency to see more of the toolpath information especially inside the part.
Auto Tool Nose Radius Compensation: Eliminate the need to use trigonometry to compensate for the tool nose radius on start and end positions of a toolpath.
Conversational Programming: Our founder invented this intuitive, straightforward programming method that leverages the power of technology to do what software does best—the redundant and mathematical tasks—and leaves the machining expertise to you. Features such as AutoCalc, Constant Surface Speed, and Diameter or Radius Programming, are just a few examples of how conversational programming simplifies complex processes.
ISNC (G Code) Programming: While we’re known for our conversational programming, the NC side of our control accepts FANUC formatted programs, including macros, and is compatible with the most utilized CAM systems.
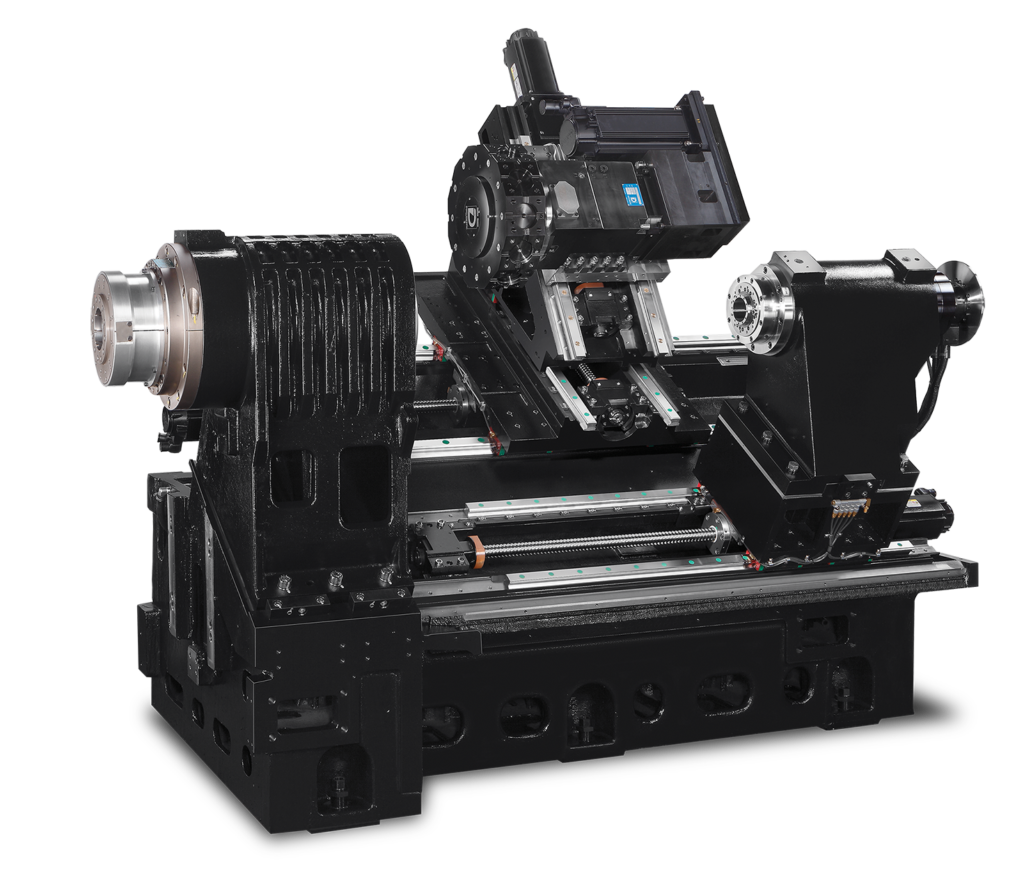
Premium Components + Expert Design
All Hurco, mill turn machines are built for increased rigidity with an extra wide saddle and larger Z-axis rails. You can be assured our TMXMY and TMXMYS mill turn machines have the premium components and rigidity required.
- One-piece bed casting for maximum rigidity.
- Ergonomic design features make each process more efficient.
- Convenient front access to chuck and tailstock pressure controls.
- Front loading coolant tank and chip conveyor design to minimize maintenance.
- The 30-degree true slant bed design promotes larger turning capacity in addition to efficient chip removal.
- Component isolation system minimizes heat dissipation and protects the spindle head to combat spindle growth.
- Chip management features protect internal components
- Telescopic way covers
- Inside door track
- Washdown and air guns
- Adjustable brass coolant nozzles
Premium Components
The VDI servo turret provides quick change tooling and fast indexing, features large, curvic coupling for superior rigidity, and makes all stations live-tool capable.
The short, live-tool drive train generates less heat, and provides more torque transfer to the tool, higher reliability, and quieter operation.
Advanced spindle technology with high output spindle motor. Additionally, the spindle motor is strategically designed for easy access and easy maintenance
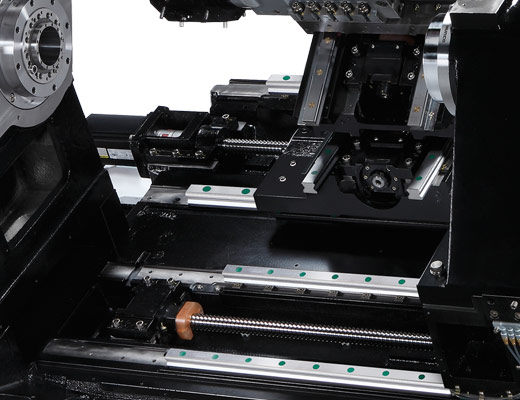
Guide ways: The guide mechanism for the axes is fitted with precision linear ball rails. Our linear rails are built with the same precision grinding technology used in the manufacture of bearings because this technology provides superior acceleration and deceleration performance at full load-carrying capacity in all directions. Using Finite Element Analysis (FEA) technology, the size and spacing of the linear ball rails have been carefully matched to the machine’s static (precision boring) and dynamic (cutting and traversing) operating requirements. Each bearing block is independently and automatically lubricated to promote long life.
Ball Screws: For feed drive elements, Hurco only uses premium, quality designed, pre-tensioned ball screws. With up to 98% efficiency, the re-circulating ball nut ensures low friction power transmission from the screw to the slide. This guarantees the combination of high accuracy, high rapid traverse rates, and high feed thrust. Large diameter X-axis and Z-axis double nut ball screws are hardened and ground, centered between the guide ways, and anchored at both ends with pre-loaded ABEC-7 precision class angular contact thrust bearings. This combination prevents backlash and provides outstanding positioning repeatability with virtually no thermal growth.
Axis Drives: To maintain a leading edge in motion control technology all ball screws are driven by Yaskawa or Rexroth servo systems with closed-loop adaptive tuning and high-resolution feedback to obtain the utmost in system performance and reliability. The AC servo motors are direct-coupled to the ball screws for the highest level of accuracy. The brushless AC servo drive motors provide high torque to inertia ratio for the axis drives. The X and Z axis motors deliver impressive torque for peak thrust during heavy cuts.
Features
Our control technology is the greatest advantage of mill turn machines because the technology we develop yields the greatest opportunity for our customers to increase profitability via increased productivity. With large capacity memory, a fast processor, and multiple control features that minimize setup time, you will benefit from a control that helps you get from print to part faster.
Standard
- Heavily Ribbed Fine-Grade Cast Iron Frame Optimized with Finite Element Analysis (FEA)
- True slant bed
- Double-Nut Pre-Loaded Ballscrews
- 4,500 RPM Cartridge Spindle
- Powerful HP Spindle Motors
- A2-8 Series Spindle Nose Main Spindle
- Fast 945/1,181 ipm Rapid Traverse in X, Z and W
- 12 tools bi-directional Servo Turret
- .16 Second Tool Index Time (Adjacent)
- Large Work Cylinder
- Conversational Turning Programming
- Constant Surface Speed
- USB 2.0 Port
- Text Input Capabilities
- Wide Enclosure Door Openings
- Shortest Path Tool Turret Indexing
- Hurco Fatigue Mat
- Spindle Thermal Chiller
- Air and Coolant Gun Assembly
- Absolute Encoders
- Parts Catcher
- Rigid Tapping
- Door Safety Interlocks / ANSI B11.22
- 3-Jaw Chuck for Main & Sub-Spindles
- Air and Coolant Blast for Main & Sub-Spindles
- Oil Skimmer
- Lathe Max Classic
- Programmable Tailstock
- Flood Coolant Assembly
- Standard Height Lift-Up Chip Conveyor
- Automatic Central Lubrication System
- Rexroth Digital Drives
- Adjustable Halogen Work Light
- Modular One-Piece ITX Control Rack
- 2.7GHz Dual Core Processor
- 4 GB RAM Memory
- 128 GB Solid State Hard Drive
- 12 Months Parts and Labor Warranty (24 months Control and Drives)
Hurco TMX10MYSi Machine Specifications
| Travel | |
| X-Axis | 8.76″ |
| Z-Axis | 26.4″ |
| W-Axis | Tailstock / 29.1″ |
| Y-Axis | +/- 2.2″ |
| Distance Between Centers | 32.5″ |
| Swing Over Bed | 22″ |
| Swing Over Cross Slide | 22″ |
| Max. Turning Diameter | 14.76″ |
| Max. Turning Length | 24.7″ |
| Spindle | |
| Spindle Nose | A2-8 Main / A2-6 Sub |
| Spindle Speed | 3,500 RPM / 6,000 RPM |
| Spindle Torque | 258.2 ft/lbs / 70.4 ft/lbs |
| Spindle Motor | 37.3 HP / 20 HP |
| Spindle Chuck | 10″ / 6″ |
| Max. Bar Capacity | 3.0″ / 1.75″ |
| Motion | |
| Rapid Feed Rate (X/Z/W/Y) | 945/1,181/1,181/472 ipm |
| Servo Tool Turret | |
| Capacity | 12 / Radial |
| Rotation | Bi-Directional |
| Tool Shank | 1.0″ x 1.0″ |
| Live Tooling | |
| HP / RPM | 8.5 HP / 4,000 RPM |
| Requirements | |
| Power Consumption | 71 KVA |
| Machine Net Weight | 14,520 lbs |
| Operating Dimensions with Conveyor | 209.9” x 124.3” x 100.5” |